在大型工業設施,特別是涉及高溫高壓介質的能源、化工等領域,鍋爐和壓力容器的安全穩定運行是生產活動的基石。其中,鍋爐的A級檢修是最高級別、最全面的計劃性大修,而D2級壓力容器則代表了高壓、高風險的壓力容器類別。將這兩者的管理,特別是通過科學的進度網絡圖進行A級檢修管控,是保障設備長周期安全、高效運行的關鍵。
一、 鍋爐A級檢修概述與進度網絡圖的核心作用
鍋爐A級檢修,是指對鍋爐本體及其主要輔助系統(如燃燒系統、汽水系統、風煙系統、控制保護系統等)進行的全面解體檢查、修理、更換和技術改造,以恢復設備設計性能和效率。檢修周期通常為數年一次,工期長、項目多、技術復雜、協調難度大、安全風險高。
在此背景下,檢修進度網絡圖(通常采用關鍵路徑法CPM或項目評審技術PERT) 的應用至關重要。其核心作用在于:
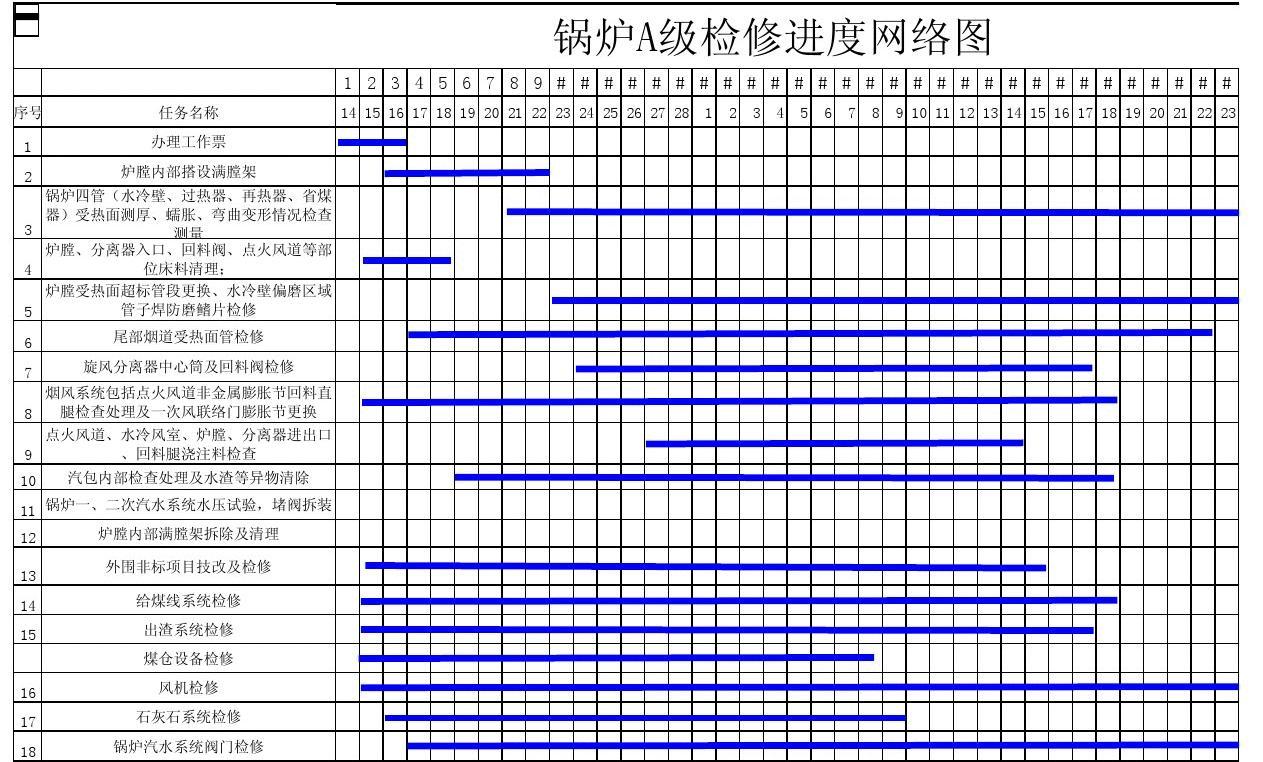
- 可視化總體計劃:將數百甚至上千個檢修工序(如爐膛清灰、水冷壁檢測、過熱器更換、安全閥校驗、風機大修等)及其邏輯關系、持續時間,以節點和箭線的形式直觀呈現。
- 識別關鍵路徑:通過網絡時間參數計算,精確找出從開工到完工總歷時最長的任務序列,即“關鍵路徑”。關鍵路徑上的任何延誤都將直接導致總工期延誤,因此是管理的重中之重。
- 優化資源配置:合理調配人力、機具、材料和特種作業窗口(如起重、動火、受限空間),避免資源沖突或閑置,特別是在多工種交叉作業時。
- 動態控制與預警:在檢修執行過程中,根據實際進度與網絡圖的對比,及時發現偏差,分析原因,并采取調整后續工序、增加資源或優化工藝等糾偏措施,實現進度目標的動態可控。
一個典型的鍋爐A級檢修網絡圖,其關鍵路徑往往貫穿:設備停運冷卻→本體打開與檢驗→重大缺陷處理/部件更換→本體封閉→水壓試驗→輔助系統恢復→烘爐、煮爐→點火試運行等核心階段。
二、 D2級壓力容器的特殊性及其在檢修中的考量
根據中國《固定式壓力容器安全技術監察規程》(TSG 21),壓力容器按設計壓力、容積和介質特性劃分為第一類、第二類和第三類。其中,D2級壓力容器通常指具有下列條件之一的第三類壓力容器:
- 高壓容器(設計壓力≥10.0MPa);
- 儲存極度或高度危害介質;
- 中壓容器且容積≥50m3;
- 特定類型的反應容器、換熱容器、分離容器等。
D2級壓力容器因其高壓、高危的特性,在鍋爐系統(如高壓加熱器、除氧器、蓄熱器等)或配套工藝系統中扮演關鍵角色。在鍋爐A級檢修中,涉及D2級容器的檢修工作必須給予最高級別的關注:
- 合規性要求極高:任何檢修、改造、重大修理都必須由具備相應資質的單位進行,方案需經特種設備安全監管部門備案或監督檢驗。
- 檢驗檢測嚴格:必須進行全面檢驗,包括宏觀檢查、壁厚測定、表面無損檢測(PT/MT)、內部無損檢測(UT/RT)、安全附件校驗等,尤其關注應力集中區域、焊縫和腐蝕部位。
- 工藝與材料要求嚴苛:焊接、熱處理等工藝必須嚴格執行規程,所用材料必須可追溯。
- 安全風險突出:檢修過程中的介質置換、隔離、通風、檢測必須萬無一失,動火、進入受限空間等作業需執行最高級別的安全許可。
三、 整合管理:進度網絡圖中D2級壓力容器的關鍵節點
在編制和執行鍋爐A級檢修進度網絡圖時,必須將D2級壓力容器的檢修作為獨立的、高優先級的子網絡或關鍵任務鏈嵌入其中:
- 前置任務明確:在容器檢修開始前,必須在網絡圖中明確其工藝隔離、介質吹掃置換、內部通風與氣體檢測合格等安全準備節點,這些是后續一切工作的前提。
- 檢驗與修理路徑:將打開人孔/手孔→內部清洗→專業檢驗機構進場檢驗→出具檢驗報告→制定修理方案→審批→實施修理這一系列流程作為一條清晰的任務鏈。這條鏈路的工期不確定性較大(取決于缺陷發現情況),應在網絡圖中設置合理的浮動時間,并作為重點監控對象。
- 關鍵資源約束:明確標注需要特種檢測設備(如爬壁機器人、TOFD檢測儀)、高級別焊工、第三方監督人員等稀缺資源投入的時間窗口,并與整體資源計劃聯動。
- 試驗與恢復節點:修理完成后,耐壓試驗(水壓/氣壓) 是驗證其完整性的最關鍵步驟,必須作為一個里程碑節點。試驗合格后,才能進行保溫恢復、系統連接等后續工作。
- 與主關鍵路徑的關系:分析D2級容器檢修路徑是否落在鍋爐整體檢修的關鍵路徑上。如果是,則需投入最優資源確保其零延誤;如果不是,也要防止其過度延誤而“轉化”為新的關鍵路徑。
四、
鍋爐A級檢修是一項復雜的系統工程,而D2級壓力容器的檢修是其中技術密集、安全風險高的“硬骨頭”。運用科學的進度網絡圖管理方法,不僅能夠統籌全局、抓住主線(鍋爐本體關鍵路徑),更能精準地識別和控制像D2級壓力容器檢修這樣的高風險關鍵子項目。通過將法規標準、工藝要求、資源約束和安全措施全部“編織”進動態的網絡圖中,可以實現檢修過程的可視化、精細化和預控化,最終保障A級檢修優質、安全、按期完成,為設備下一個長周期運行奠定堅實基礎。